
冲压机的冲压精度
文章出处:网责任编辑:作者:人气:-发表时间:2015-05-03 09:56:00
冲压机在冲压过程中,冲压件剪裁面和零件平面基本垂直,倾斜很小,其倾斜方向与普通冲压相反。冲压件的最大外形尺寸是在有毛刺面,孔剪裁面几乎没有倾斜,因此冲压机的零件尺寸精度比较高.经过冲压机进行精冲的尺寸精度与材料厚度、材料机械性能有关。尺寸精度在很大程度上取决于模具制造精度.可以说,模具越精密,所冲压出来的零件精度也越高。

不平度:冲压件的不平度同零件的材料、形状及厚度的变化而有差异。由于在冲压时,材料是在压紧状态下冲压,所以冲出的零件要比普通冲压平直得多。以东莞三好30T龙门冲压机的平板零件为例:平板材料为铅黄铜,厚反2毫米,普通冲压时,零件的不平度为0.4:100毫米,精冲件的不平度为0.02一O.15:100毫米。,用于精冲的条料和卷料不平度好坏直接影响精冲件的平直,因此,在使用冲压机进行精冲之前,应对条料和卷料进行检查,如有必要可增加条料的较平工序。
冲压时,由于有压边力和反压力的作用,冲压件的塌角比普通冲压时要小,塌角的深度沿精冲轮廊是变化的,凸出部分的塌角达到料厚的30%,凹进部分几乎无塌角,垂直部分的塌角一般小于材料厚度的l0%。冲压件的毛刺,在正常情况下很小,比较容易除去。当模具刃口严重磨损时,才会产生明显的毛刺。
东莞三好的C型和龙门冲压设备,在出厂时会做的平行度和垂直度、综合间隙的一些测试,从而检测出机器的精度。
1、垂直精度: 2条
2、平行精度: 2条
3、综合间隙: 4条
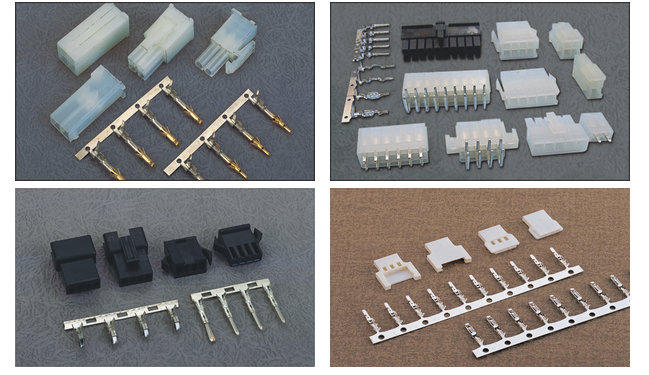
下图是各种冲压件(连接器,EI片):


下一篇:东莞高速冲床厂家教你如何选择气垫脚上一篇: 使用高速冲压机提高生产效率
同类文章排行
- 三好高速冲床在疫情过后中迎来业务高潮
- 乌兹别克斯坦客户来我司订货连接器端子高速冲床
- 台湾高速冲床质量好吗?
- 自动冲床视频,高速精密龙门冲压视频,自动送料冲床视频
- 东莞自动冲床 东莞高速冲床,东莞精密冲床
- 高速冲床厂家冲压要求
- 高速精密冲床的概念
- 东莞冲床厂家及东莞冲床维修厂家/公司
- 高速冲床模具设计的内容和步骤
- 高速精密冲床的机身解析
您的浏览历史
